


Welcome to our article on the Boom Cylinder for Case Wheel Excavator WX148. In this article, we will be discussing everything you need to know about Boom Cylinders, their applications, features, and design considerations.
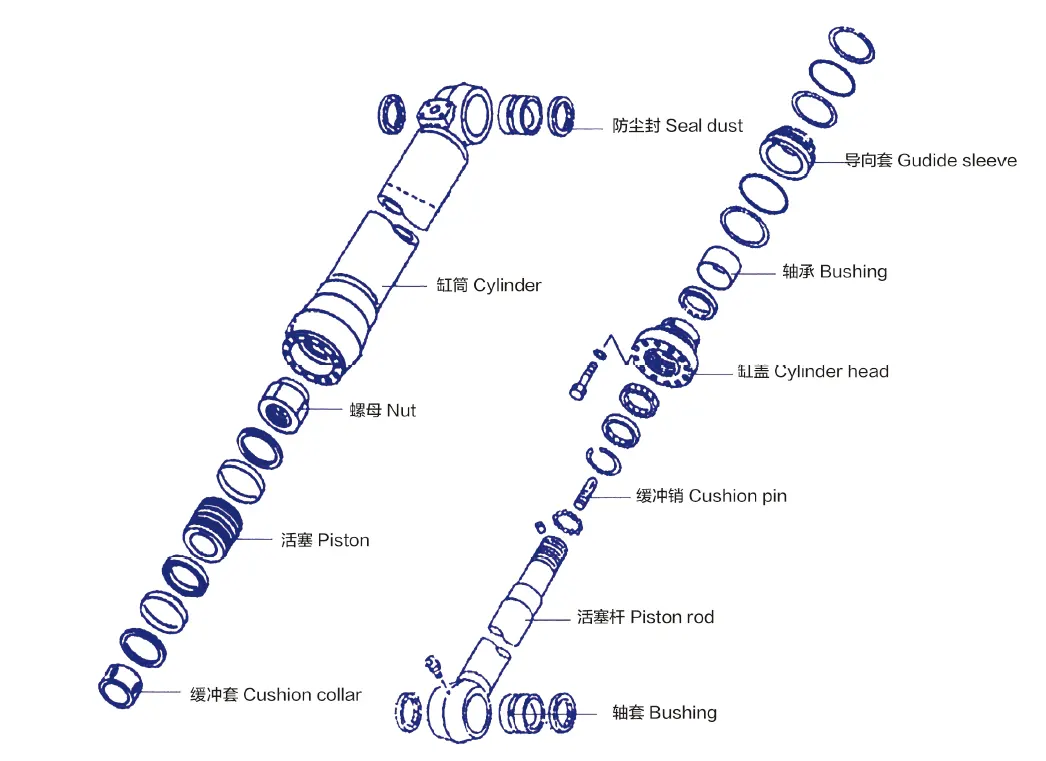
A Boom Cylinder is a hydraulic cylinder that is an essential component of the hydraulic system in heavy equipment such as excavators, loaders, bulldozers, and dump trucks. The primary function of the Boom Cylinder is to provide the necessary force required to lift and move heavy loads. It works in combination with other components of the hydraulic system to provide the necessary power to perform a wide range of tasks.
Boom Cylinders are used in a variety of applications, including:
These are just a few examples of the many applications where Boom Cylinders are used.
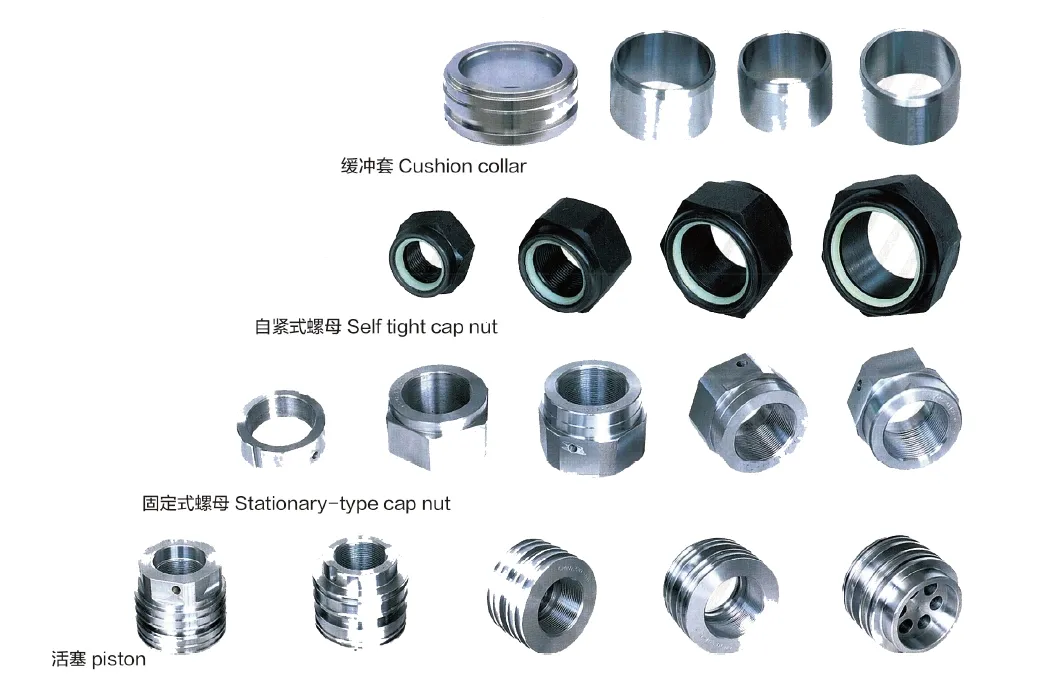
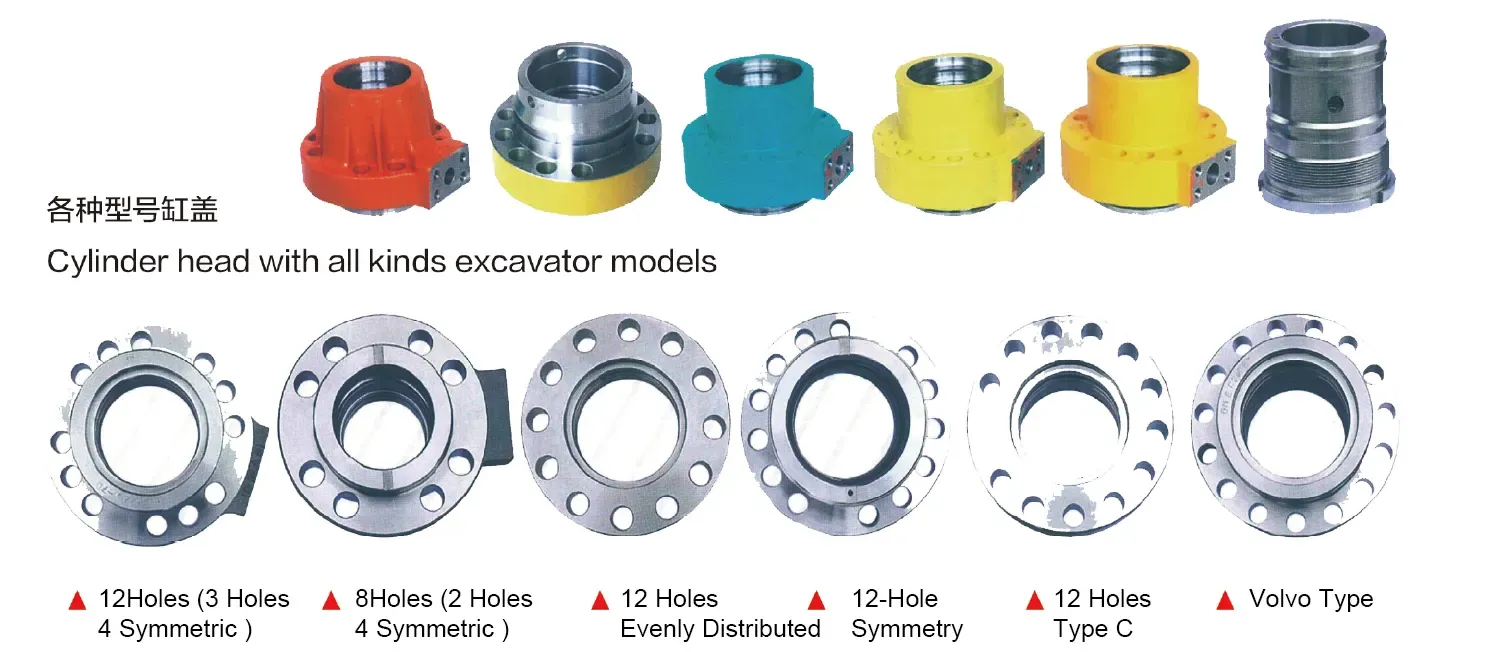
Boom Cylinders are available in various types to meet different operating requirements. Some of the key features of Boom Cylinders include:

When designing Boom Cylinders, several key factors must be considered, including:

Boom Cylinders require proper sealing and lubrication to ensure smooth operation and prevent leaks. Various sealing components, such as piston seals and rod seals, are used to prevent hydraulic fluid from leaking out of the cylinder. The cylinder body and thread end surfaces are finely processed to improve wear resistance. Regular oil replenishment is necessary to ensure proper lubrication.
Proper installation is crucial for the safe and efficient operation of Boom Cylinders. The following steps should be followed:
Regular maintenance is essential to ensure the longevity and efficient operation of Boom Cylinders. Common maintenance tasks include:
Correct installation, lubrication, and adjustment are crucial for the proper operation of Boom Cylinders. Failure to follow these procedures can lead to premature failure and potential safety hazards. Proper alignment and secure mounting are essential to prevent leaks and ensure safe operation. Lubrication is necessary to prevent wear and tear on the cylinder components. Regular calibration checks are necessary to ensure proper operation.
Safety considerations should be a top priority when using Boom Cylinders. Safety features such as pressure relief valves and safety locks should be incorporated into the design to prevent accidents and ensure safe operation. Environmental considerations, such as oil spills, should also be taken into account.
Common problems with Boom Cylinders include leakage, improper operation, and damage to components. Proper diagnosis and troubleshooting are essential to identify and correct these issues. Regular maintenance and inspection can help prevent potential problems from occurring.

We are a leading manufacturer and wholesaler of Boom Cylinders, offering a wide range of products to meet the diverse needs of customers in domestic and international markets. We are committed to delivering products of exceptional quality and reliability, utilizing state-of-the-art manufacturing equipment and digital systems to ensure efficient and effective production processes. Our team of technical experts and skilled professionals is dedicated to meeting the unique needs of our customers, providing customized services and superior after-sales support.


Thank you for reading our article on the Boom Cylinder for Case Wheel Excavator WX148. For more information about our products and services, please visit our website.
Author: lyl
Address
Luotuo Industrial Area, Zhenhai District, Ningbo City, China
Tel









 Raydafon
Raydafon