


GZD Roller Guide Block
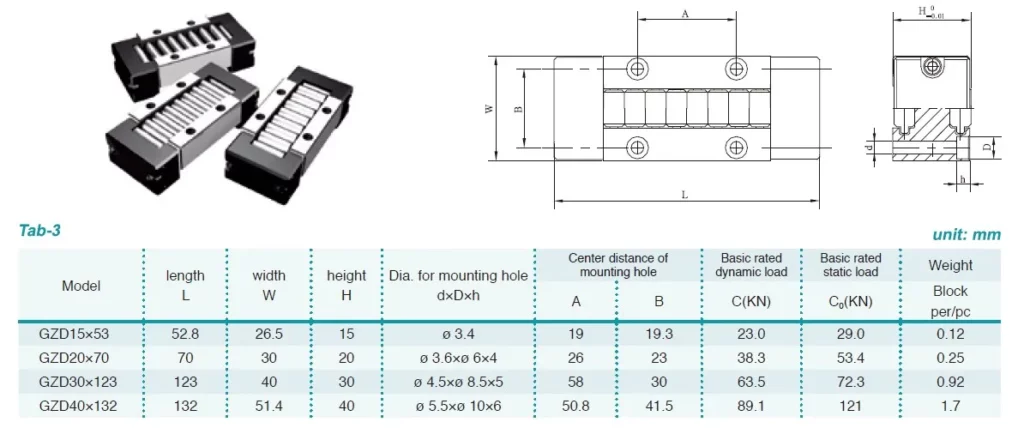
 The roller guide block is a precision linear motion guide. It has a strong loading capacity and higher rigidity. In high-frequency back-and-forth conditions, such as repetitive motion, starting and stopping, it can reduce the weight of the complete machine, transmission gearing, and power cost.The roller guide block can reach higher sensitivity and high functional plane linear motion. In the condition of heavy load and varied load, it has minor elastic transmutation and gets stable linear motion and no crawl.The roller guide block can center automatically because its rolling body roller has a good guide for its rolling. Therefore, the positioning accuracy can be improved.The rollers in the roller guide block move circularly. Therefore, machine tools have no length limit by taking the roller guide block. The quantity of guide blocks depends on loading capacity and specificationThe roller guide block has wide application. A small guide block is used for linear motion parts of molds and instruments. A significant type of guide block is used for plane linear motion of heavy machine tools and precision instruments. Especially for NC and CNC machine tools.
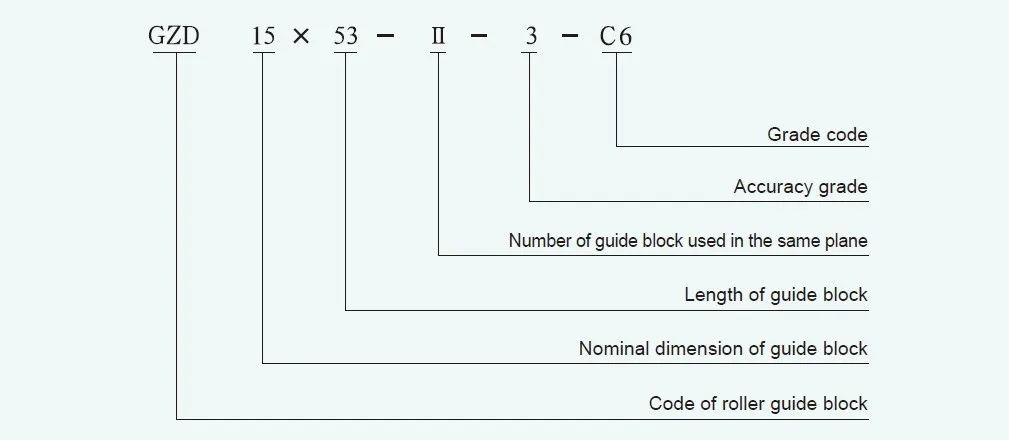
The roller guide block is a precision linear motion guide. It has a strong loading capacity and higher rigidity. In high-frequency back-and-forth conditions, such as repetitive motion, starting and stopping, it can reduce the weight of the complete machine, transmission gearing, and power cost.The roller guide block can reach higher sensitivity and high functional plane linear motion. In the condition of heavy load and varied load, it has minor elastic transmutation and gets stable linear motion and no crawl.The roller guide block can center automatically because its rolling body roller has a good guide for its rolling. Therefore, the positioning accuracy can be improved.The rollers in the roller guide block move circularly. Therefore, machine tools have no length limit by taking the roller guide block. The quantity of guide blocks depends on loading capacity and specificationThe roller guide block has wide application. A small guide block is used for linear motion parts of molds and instruments. A significant type of guide block is used for plane linear motion of heavy machine tools and precision instruments. Especially for NC and CNC machine tools.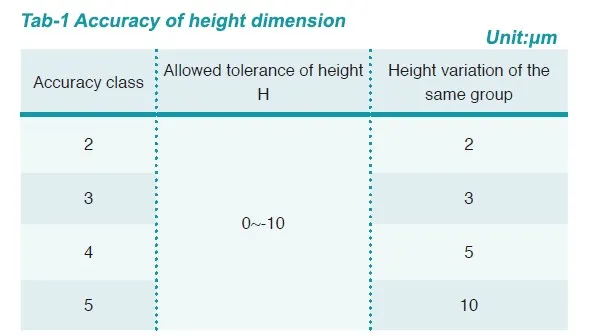 Note:Height variation of the same group is the difference of max. And min. Height dimension H of the multi-roller guide blocks used in the same plane.When ordering, please show the number of roller guide blocks used in the same plane.The manufacturer will produce in grade according to the accuracy class, except class 5; others are graded according to the height dimensions, and the same codes are in the same group in installation. The customer only needs to specify the accuracy class in ordering, not the grade code.
Note:Height variation of the same group is the difference of max. And min. Height dimension H of the multi-roller guide blocks used in the same plane.When ordering, please show the number of roller guide blocks used in the same plane.The manufacturer will produce in grade according to the accuracy class, except class 5; others are graded according to the height dimensions, and the same codes are in the same group in installation. The customer only needs to specify the accuracy class in ordering, not the grade code.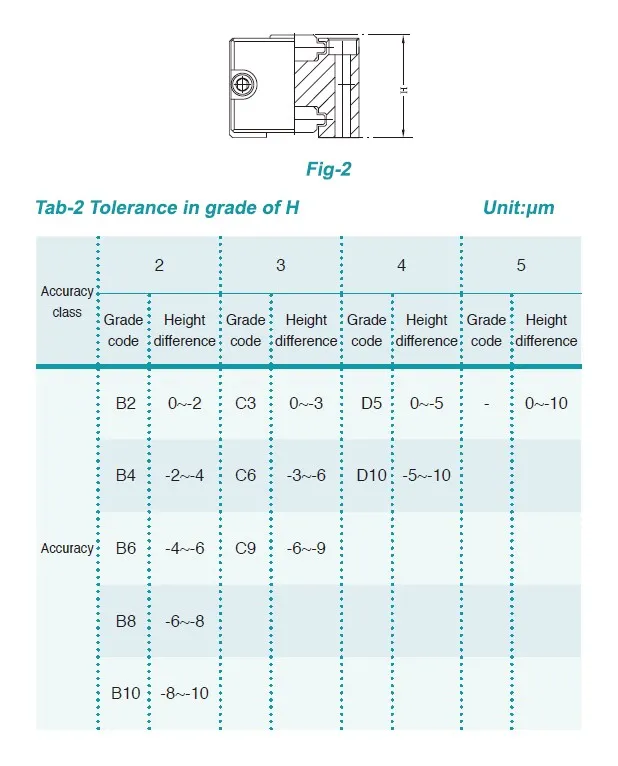

 To achieve the expected performance and durability, the roller guide block should ensure under-installation and adjustable accuracy.(1)the parallelism between the mounting and guide face: To make the guide block with equal force, the parallelism tolerance between the roller block mount ref. The side and guide rolling contact surface should be controlled at less than 0.02mm/1000mm.(2)Lean accuracy in length direction of roller: To ensure the roller is not lateral excursion and skid in the running, the parallelism of roller length direction and mounting ref. side of the machine tool should control in less than 0.02mm/300mm(3)Lean accuracy of roller block side face: To avoid the roller lateral excursion and skid in the running, the parallelism of roller axes direction and rightand left of the rolling face should be controlled at less than 0.02mm/300mm, the position accuracy is higher, the lean accuracy will be controlled better.
To achieve the expected performance and durability, the roller guide block should ensure under-installation and adjustable accuracy.(1)the parallelism between the mounting and guide face: To make the guide block with equal force, the parallelism tolerance between the roller block mount ref. The side and guide rolling contact surface should be controlled at less than 0.02mm/1000mm.(2)Lean accuracy in length direction of roller: To ensure the roller is not lateral excursion and skid in the running, the parallelism of roller length direction and mounting ref. side of the machine tool should control in less than 0.02mm/300mm(3)Lean accuracy of roller block side face: To avoid the roller lateral excursion and skid in the running, the parallelism of roller axes direction and rightand left of the rolling face should be controlled at less than 0.02mm/300mm, the position accuracy is higher, the lean accuracy will be controlled better.



Address
Luotuo Industrial Area, Zhenhai District, Ningbo City, China
Tel







 Raydafon
Raydafon