


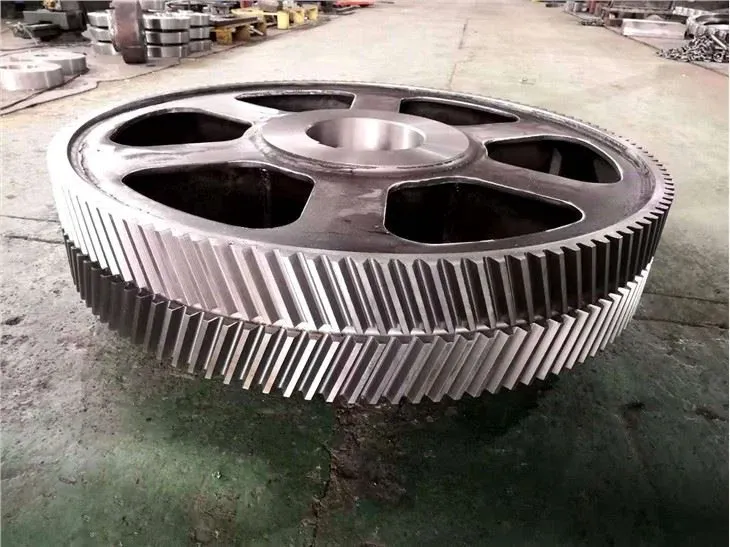
Herringbone Gears
A herringbone gear, a specific type of double helical gear, is a side-to-side (not face-to-face) combination of two helical gears of opposite hands. From the top, the helical grooves of this gear look like the letter V., Unlike helical gears. They do not produce an additional axial load.A herringbone gear is a combination of double helical gears with two helices arranged on opposite sides of the hand. The teeth of the herringbone gears are arranged at an angle called the helix angle, with no gaps between the left and right helixes, appearing in the shape of the letter "V" These letters together form a pattern that resembles a fishbone structure. Since this structure has more than two teeth meshing with each other at the same time, the advantage is that the power transmission is smooth.The angled teeth of the herringbone gears help generate axial force and heat that is proportional to the magnitude of the helical tangent. The angle between the helix and the axis of rotation is 45 degrees; however, larger helix angles provide higher speeds. The arrangement of the two teeth of the herringbone gear counteracts the thrust exerted on each other, giving the advantage of smooth operation even at higher speeds.Due to its special structure, the herringbone gear is difficult to manufacture, and the arrangement of the teeth increases the manufacturing cost, so it is more expensive than other gears. Herringbone gears help provide smoother, quieter operation and provide high speeds.| Product Name | Gear |
| Classify | Spur Gear, Helical Gear, Herringbone Gear, Spiral Bevel Gear, Bevel gear |
| Material | Medium Carbon Steel: 35#, 45#Carburizing Steel:20CrMnTi, 20CrMnMoAlloy Steel:40Cr, 35CrMo, 42CrMo, 40CrNiMoCast Iron: HT250, QT400 |
| Standard | DIN GB ISO JIS BA ANSI |
| Module | Hobbing up to 40Gear Milling up to 50 |
| Heat Treatment | Hardening&Tempering, Surface Quenching,Integral Quenching, Carburizing Quenching, Tempering,Normalizing, Nitriding |
| Application | Be widely used in all kinds of transmission, speed changing, rotation andother civilian or military equipment. |
 |  |
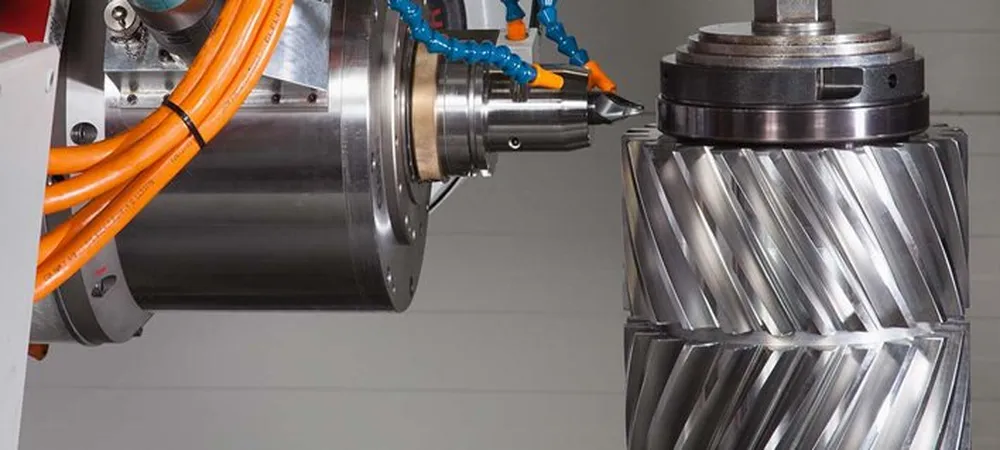 2) End MillingCutting teeth in herringbone gears is not solely regulated to hobbing machines; end mills also have the capability of machining teeth, unaffected by whether or not the gears possess centre slots. Herringbone gears with a large diameter are generally better suited to be cut by end milling.3) ShapingFinally, we come to shaping – another suitable method to cut teeth on herringbone gears, provided they are continuous and contain a centre slot. Many similarities exist between the shaper used for cutting a helical gear and a herringbone gear, however, in the case of the herringbone gear two cutters – one for each helix -are controlled at once by an operator.
2) End MillingCutting teeth in herringbone gears is not solely regulated to hobbing machines; end mills also have the capability of machining teeth, unaffected by whether or not the gears possess centre slots. Herringbone gears with a large diameter are generally better suited to be cut by end milling.3) ShapingFinally, we come to shaping – another suitable method to cut teeth on herringbone gears, provided they are continuous and contain a centre slot. Many similarities exist between the shaper used for cutting a helical gear and a herringbone gear, however, in the case of the herringbone gear two cutters – one for each helix -are controlled at once by an operator.| Double Helical Gear | Herringbone Gear |
|---|---|
 |  |
| In double helical gear, a small gap is maintained by cutting a groove between two identical helical gears with opposite hands of the helix. | In herringbone gears, no such gap is provided between two identical helical gears with opposite hands of the helix. |
| Hobbing, a highly productive gear-cutting process, can be advantageously used for cutting double helical gears. | Hobbing is not preferred for cutting herringbone gears as the hob (cutter) can run over the other half similarly because of no gap. It is usually cut by a gear shaper, which is a slow process. |
| Due to the intermediate gap between two helical gears, it requires more axial space. | Less axial space is required for the same power transmission requirement. |

Address
Luotuo Industrial Area, Zhenhai District, Ningbo City, China
Tel







 Raydafon
Raydafon