Discover the Raydafon Group Conveyor Chain for Grain Machines: a durable, high-performance solution designed to streamline grain handling with precision. Featuring robust materials and advanced technology, it ensures smooth, reliable operation for farmers and agribusinesses, reducing downtime and boosting efficiency. Experience the confidence of seamless processing and superior quality that sets it apart in the market.
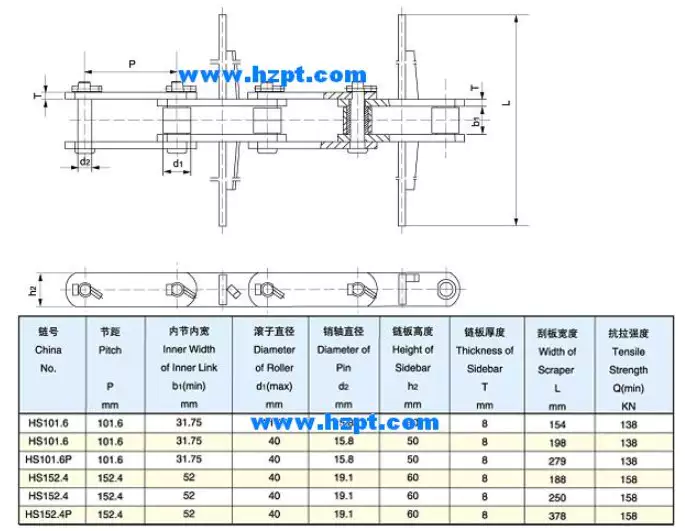
Conveyor Chain for Grain Machines HS101.6,HS101.6P,HS152.4,HS152.4P
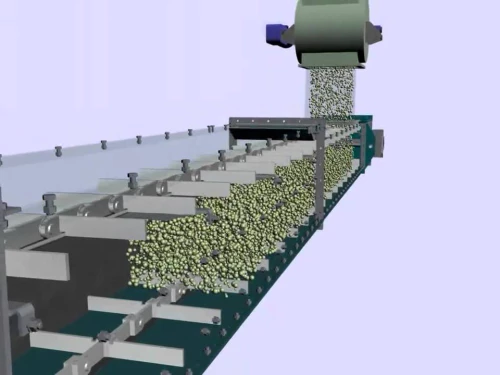
A conveyor chain for grain machines refers to a type of chain specifically designed for use in grain handling and processing equipment. It is an essential component that facilitates the movement of grains along the conveyor system. The conveyor chain is typically made of durable materials such as stainless steel or carbon steel, and it features a series of interconnected links that form a continuous loop. This chain is engineered to withstand the demanding conditions of grain handling, including high loads, abrasive grains, and harsh environments. It plays a crucial role in efficiently transporting grains from one point to another within the grain machines, ensuring smooth and reliable operations in the grain industry.
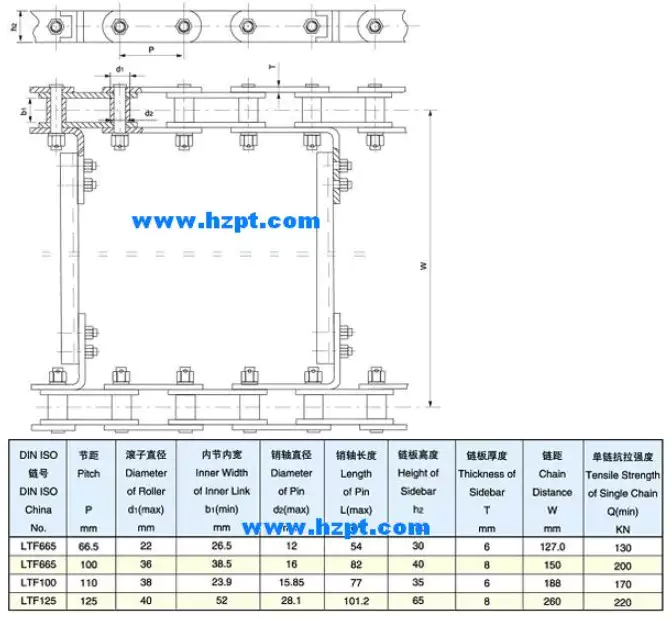
Conveyor Chain for Grain Machines LTF665,LTF100,LTF125
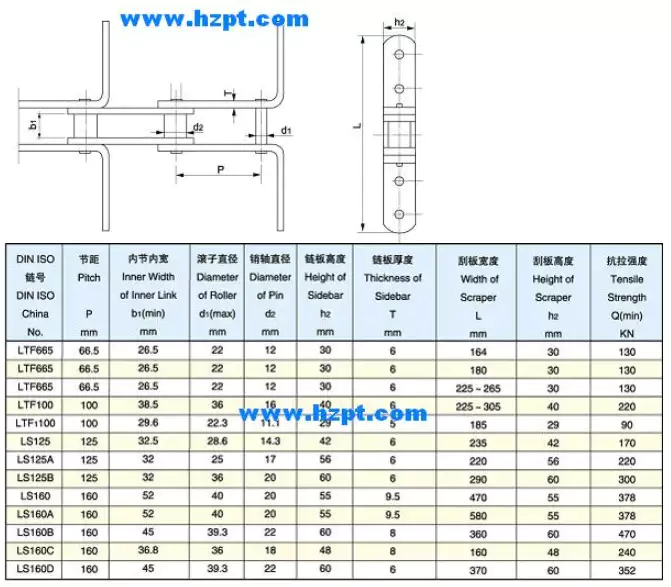
Conveyor Chain for Grain Machines LTF665,LTF100,LTF1100,
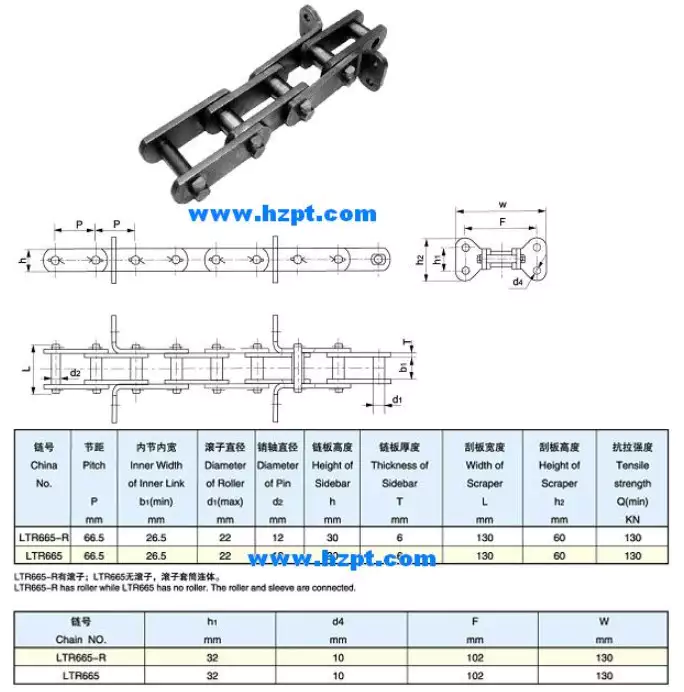
Conveyor Chain for Grain Machines LTR665-R, LTR665
The advantages of using a conveyor chain for grain machines are as follows:
1. Efficient Grain Handling: The conveyor chain allows for efficient movement of grains, ensuring smooth and continuous material flow within the grain machines. This helps in optimizing productivity and reducing downtime.2. Durability: Conveyor chains for grain machines are built to withstand the demanding conditions of the grain industry. They are designed to endure heavy loads, abrasive grains, and harsh environments, ensuring long-lasting performance.3. Reliability: These chains provide reliable operation, minimizing the risk of breakdowns or interruptions in grain handling processes. This improves overall operational efficiency and reduces maintenance requirements.4. Customizability: Conveyor chains can be customized to fit specific grain machine requirements, allowing for seamless integration into existing systems. This ensures compatibility and smooth operation with other components of the grain machines.5. Versatility: Conveyor chains for grain machines can handle a wide range of grain types, sizes, and weights. They have the flexibility to accommodate different grain handling applications, providing versatility in the grain industry.6. Easy Maintenance: These chains are designed for easy maintenance, with features such as quick-release mechanisms and self-cleaning capabilities. This simplifies the upkeep of the chain, reducing downtime and increasing operational efficiency.7. Safety: Conveyor chains are engineered with safety features to prevent accidents or grain spillage during the handling process. They provide secure and controlled movement of grains, ensuring the well-being of operators and protecting the integrity of the grains.8. Increased Productivity: By facilitating efficient grain movement, conveyor chains contribute to increased productivity in grain machines. They help in reducing manual labor, minimizing material waste, and optimizing throughput, leading to higher production levels.
The application of conveyor chains for grain machines
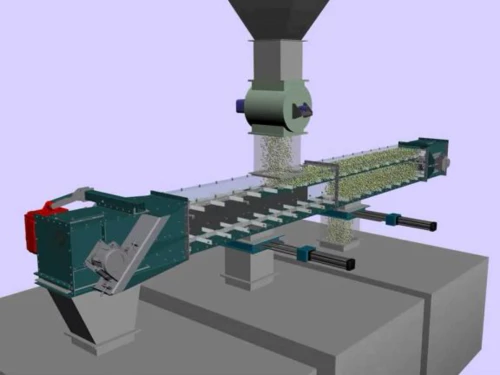
1. Grain Elevators: Conveyor chains are used in grain elevators to transport grains vertically between different levels. They facilitate the efficient loading and unloading of grains from storage bins, silos, or hoppers.2. Grain Conveying Systems: Conveyor chains are utilized in grain conveying systems to transport grains horizontally from one processing stage to another. They ensure the smooth and continuous movement of grains along the conveyor line, reducing manual labor and improving efficiency.3. Grain Processing Machines: Conveyor chains are an integral part of various grain processing machines, such as grain cleaners, sorters, mills, and separators. They help in conveying grains through different stages of processing, such as cleaning, sorting, grinding, and separating.4. Grain Drying Systems: Conveyor chains are used in grain drying systems to transport grains through drying chambers or tunnels. They facilitate the even distribution of heat or airflow, ensuring the effective drying of grains while maintaining their quality.
How to select conveyor chains for grain machines?
1. Load Capacity: Determine the maximum load capacity required for the conveyor chain to handle the intended grain volume. Consider factors such as the weight and density of the grains to ensure the chain can handle the load without strain.2. Chain Material: Choose a chain material that is durable and resistant to the abrasive nature of grains. Stainless steel or carbon steel chains are commonly used in grain machines due to their strength and corrosion resistance.3. Chain Type: Select the appropriate chain type based on the specific requirements of the grain machine. Options include roller chains, offset sidebar chains, or agricultural chains. Consider factors such as chain pitch, plate thickness, and pin diameter to ensure compatibility with the machine.4. Speed and Efficiency: Determine the desired conveying speed and efficiency required for the grain machine. Consider the chain's design features, such as low-friction coatings or self-lubricating capabilities, to minimize energy consumption and maximize efficiency.5. Environmental Conditions: Assess the environmental conditions in which the conveyor chain will operate. Consider factors such as temperature, moisture, and exposure to chemicals. Choose a chain that is resistant to corrosion, rust, and other adverse environmental effects.6. Maintenance: Evaluate the ease of maintenance and chain replacement. Look for chains that offer quick-release mechanisms or easy-to-install features for efficient maintenance and reduced downtime.
Here are 4 common problems that may arise when using a conveyor chain for grain machines and their respective solutions:
1. Problem: Chain jamming or blockagesSolution: Regularly inspect the chain for any obstructions or build-up of debris. Clean the chain and the conveyor system to ensure smooth operation. Adjust the chain tension if necessary to prevent any excessive tightness or slackness that may contribute to jamming.2. Problem: Chain wear and elongationSolution: Monitor the chain for signs of wear, such as increased noise or visible elongation. Replace the worn-out chain with a new one, ensuring proper tension and alignment. Regularly lubricate the chain to minimize friction and wear.3. Problem: Chain corrosionSolution: Prevent chain corrosion by choosing a chain material suitable for the operating environment, such as stainless steel or corrosion-resistant coatings. Regularly inspect and clean the chain, removing any corrosive substances or moisture. Apply appropriate lubrication to protect against corrosion.4. Problem: Chain slippage or derailingSolution: Check the chain tension and alignment regularly to ensure proper engagement with the sprockets. Adjust the tension or replace worn sprockets if necessary. Inspect and replace any damaged or worn-out chain links. Ensure that the chain is properly lubricated to minimize friction and enhance grip.
How to maintain?
1. Regular Inspections: Conduct routine inspections to identify any signs of wear, damage, or misalignment. Inspect the chain, sprockets, and other components regularly to detect any issues early on.2. Cleaning: Keep the conveyor chain clean and free from debris. Regularly remove any accumulated dirt or contaminants that may affect chain performance.3. Lubrication: Follow the manufacturer's recommendations for lubrication frequency and type. Apply lubricant to the chain as needed to reduce friction and prevent premature wear.4. Chain Tension: Regularly check and adjust the tension of the conveyor chain to maintain proper alignment and prevent excessive strain on the chain and sprockets.5. Component Replacement: Replace any worn-out or damaged components promptly to prevent further damage and ensure optimal performance.6. Safety Checks: Regularly inspect safety mechanisms, such as guards and emergency stop systems, to ensure they are functioning correctly.7. Training: Provide training to operators and maintenance personnel on proper operation and maintenance procedures. This ensures that everyone involved understands how to handle, inspect, and maintain the conveyor chain safely.
Related sprockets
Hot Tags: Grain Conveyor Chain Supplier, Agricultural Conveyor Chain Manufacturer, Bulk Conveyor Chain for Grain Machines
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.Privacy Policy


















 Raydafon
Raydafon