Explosion Proof Hydraulic System For Mine Equipment
Raydafon Group's Explosion-Proof Hydraulic System for mine equipment delivers unmatched safety and durability in harsh mining environments, ensuring reliable, low-maintenance operation for enhanced productivity and peace of mind.
Explosion Proof Hydraulic System For Mine Equipment
The Explosion-Proof Hydraulic System for Mine Equipment is a cutting-edge solution designed to address the unique challenges of operating hydraulic machinery in hazardous mining environments. This specialized system combines the power of hydraulic technology with explosion-proof design features, guaranteeing the safety of both personnel and equipment while maximizing operational efficiency. Let's delve into the key characteristics, usage methods, maintenance requirements, and other crucial aspects of the Explosion-Proof Hydraulic System for Mine Equipment.The production and processing of explosion-proof hydraulic systems, the use of explosion-proof motors, and solenoid valves are often used in coal mine equipment.Explosion-proof hydraulic system features:1. An imported oil pump (variable piston pump, variable vane pump) is used together with an explosion-proof motor, significantly improving the system's reliability.2. Adopt an imported explosion-proof solenoid valve with an imported superposition valve, which is easy to operate and improves production efficiency.3. The laser cutting and bending process is used to ensure the strength and beauty of the equipment.
Explosion Proof Hydraulic System For Mine Equipment Parameter:
Motor Power:3KWOil Tank:40L
Characteristics of the Explosion Proof Hydraulic System For Mine Equipment:
Robust Explosion-Proof Design
They are meticulously engineered to meet the stringent safety standards of hazardous mining environments.
It incorporates explosion-proof features that mitigate the risk of ignition from flammable gases, dust, and other hazardous substances.
Ensures compliance with industry regulations and guidelines to maintain a safe working environment.
Enhanced Safety Features
Flameproof enclosures, pressure relief valves, and spark-resistant materials minimize the potential for fire, explosions, and electrical hazards.
Fail-safe components and redundant systems provide continuous operation and emergency shutdown capabilities during critical situations.
Comprehensive safety mechanisms protect personnel and equipment from harm, reducing the risk of accidents and injuries.
High Performance and Efficiency
Delivers exceptional performance, enabling powerful and precise operation of mine equipment.
Provides reliable force and motion control for hydraulic actuators, valves, and other components.
Optimizes efficiency and productivity while ensuring smooth and efficient movement of machinery.
Customizable Solutions
It is tailored to meet the specific requirements of mine equipment, such as load capacity, speed, and operating conditions.
Offers flexibility in design to seamlessly integrate with various types of mining machinery, including conveyors, drills, loaders, and crushers.
Adaptable to diverse mining environments, accommodating unique challenges and operational needs.
Custom Hydraulic System Model Description:
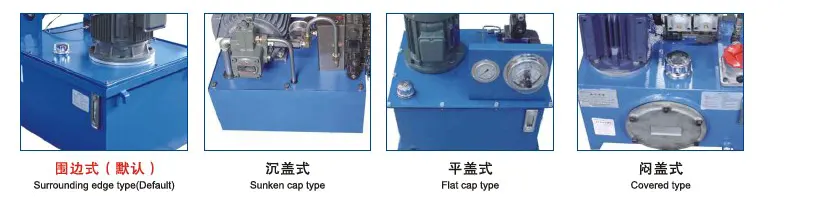
Structure Of Oil Tank:
Oil Tank Cleaning Cap:
Custom Hydraulic System:
(1)Vertical Hydraulic System
(2)Horizontal Hydraulic System
(3)Side Mounting Hydraulic System
The side mounting hydraulic pump station, that is, the oil pump device, is horizontally installed based on a separate tank, and the side type can be equipped with a spare pump, which is mainly used for the system with a large mailbox capacity of 250 liters and an electric power of 7.5KW or more.
How Does A Backhoe Hydraulic System Work?
A backhoe hydraulic system is a complex arrangement of components that work together to provide the power and control necessary for the operation of a backhoe. Here's a simplified explanation of how a backhoe hydraulic system works:
Hydraulic Pump:The system begins with a hydraulic pump, typically driven by the backhoe's engine. The pump creates pressure by forcing hydraulic fluid (usually oil) into the system.
Hydraulic Fluid:The hydraulic fluid is stored in a reservoir and drawn into the pump. It acts as a medium for transmitting power and lubricating the system's components.
Control Valves:The hydraulic pump sends pressurized fluid to a series of control valves, which direct the flow of fluid to different hydraulic cylinders and motors based on the operator's input.
Hydraulic Cylinders:Hydraulic cylinders are responsible for converting hydraulic pressure into linear motion. In a backhoe, these cylinders are commonly found in the boom, dipper stick, and bucket. When the control valve directs fluid into a cylinder, it extends or retracts, allowing the backhoe to perform digging, lifting, and other operations.
Hydraulic Motors:Hydraulic motors are used in rotational applications, such as swiveling the backhoe or operating attachments. They convert hydraulic pressure into rotational force. For example, a hydraulic motor may be used to rotate the backhoe's turntable or drive the wheels on a backhoe loader.
Control Levers:The operator controls the backhoe's hydraulic system using control levers or joysticks. These levers actuate the control valves, regulating the flow of hydraulic fluid to the cylinders and motors, enabling precise control of the machine's movements.
Return Line:After the hydraulic fluid has performed its work, it returns to the reservoir through the return line. The fluid is filtered to remove contaminants before being recirculated back into the system by the pump.
Safety Features:Backhoe hydraulic systems often incorporate safety features such as relief valves and check valves. Relief valves protect the system from excessive pressure by diverting fluid back to the reservoir when the pressure exceeds a predetermined limit. Check valves prevent fluid from flowing in the wrong direction, ensuring that cylinders and motors maintain their positions when not actively engaged.
China Hydraulic Cylinder Manufacturers:
Raydafon is a company in the R&D and manufacture of hydraulic systems. It maintains a leading position in China's market segment of hydraulic systems. In 2020, the domestic market share was around 29%. We produce Industrial hydraulic systems, Aerial work vehicle hydraulic cylinders, agricultural machinery hydraulic cylinders, and sanitation machinery hydraulic cylinders.We have a first-class independent R&D platform for assembly. The hydraulic systems production workshop has four semi-automatic lifting cylinder assembly lines and one fully automatic tilting cylinder assembly line, with a designed annual production capacity of 1 million pieces; the special cylinder workshop is equipped with semi-automatic cleaning and assembly systems of various specifications, with a designed annual production capacity of 200,000 essays. It has famous CNC machining equipment, machining centers, special equipment for high-precision cylinder processing, robot welding machines, automatic cleaning machines, automatic cylinder assembly machines, and automatic paint production lines. We have more than 300 sets of critical equipment running. The optimized allocation and efficient utilization of equipment resources ensure the precision requirements of the products and meet the high standard quality requirements of the products.
Hot Tags: Mine Explosion Proof Hydraulic System Supplier, Custom Explosion Proof Hydraulic Systems, Bulk Hydraulic Equipment For Mining
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy



 Motor Power:3KWOil Tank:40L
Motor Power:3KWOil Tank:40L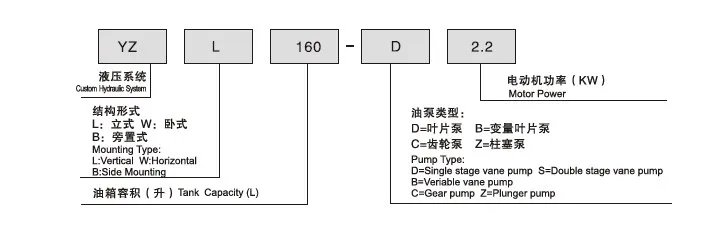


 (3)Side Mounting Hydraulic System
(3)Side Mounting Hydraulic System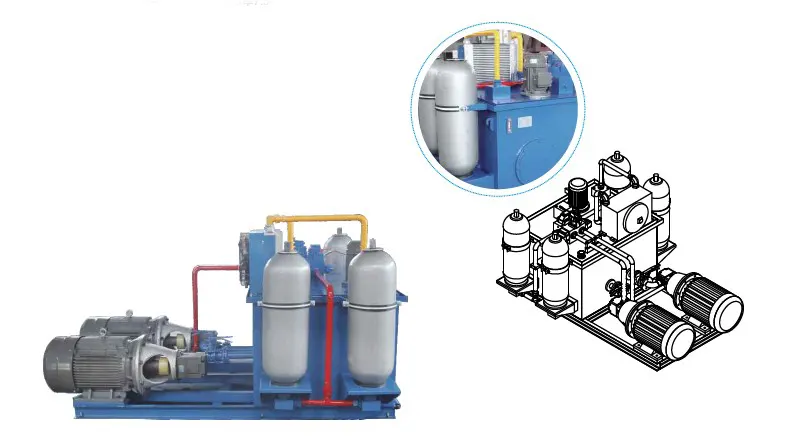















 Raydafon
Raydafon